Articles
Advantages of the braiding process for Carbon / Carbon and Carbon / SIC Ceramics
The braiding process is one of the most practical 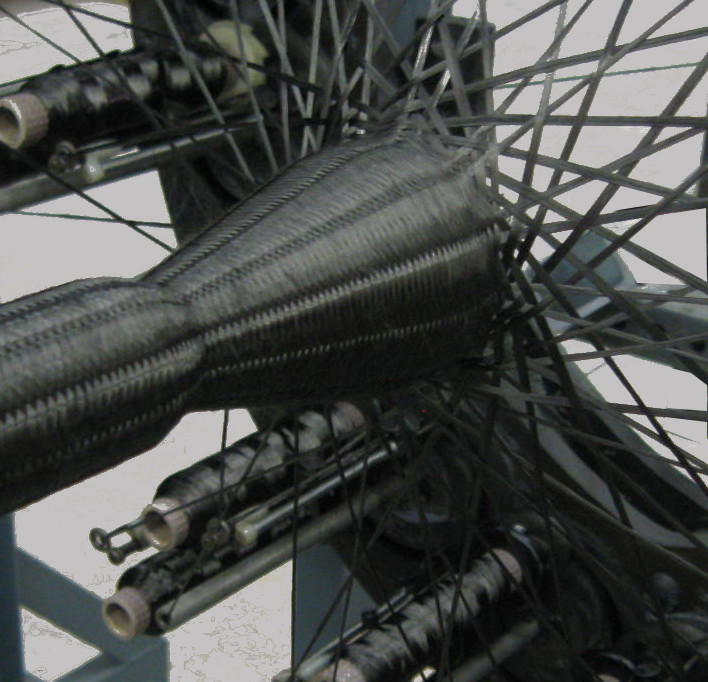
and efficient manufacturing methods available to the
composites industry today. Braiding allows for the custom
combination of continuous fibers in an oriented pattern
over a tool or form (called a “mandrel”) of nearly any shape
or size, eliminating the need for cuts, splices, or darts
inherent with other composite fabrication methods. When
creating a braided shape (referred to as “preform”), the
fiber is applied to the tool under tension, thus eliminating
wrinkles and forgoing a need for multiple de-bulk cycles
which are common with alternative hand layup prepreg
fabrication.
The triaxial braiding process creates a single ply of 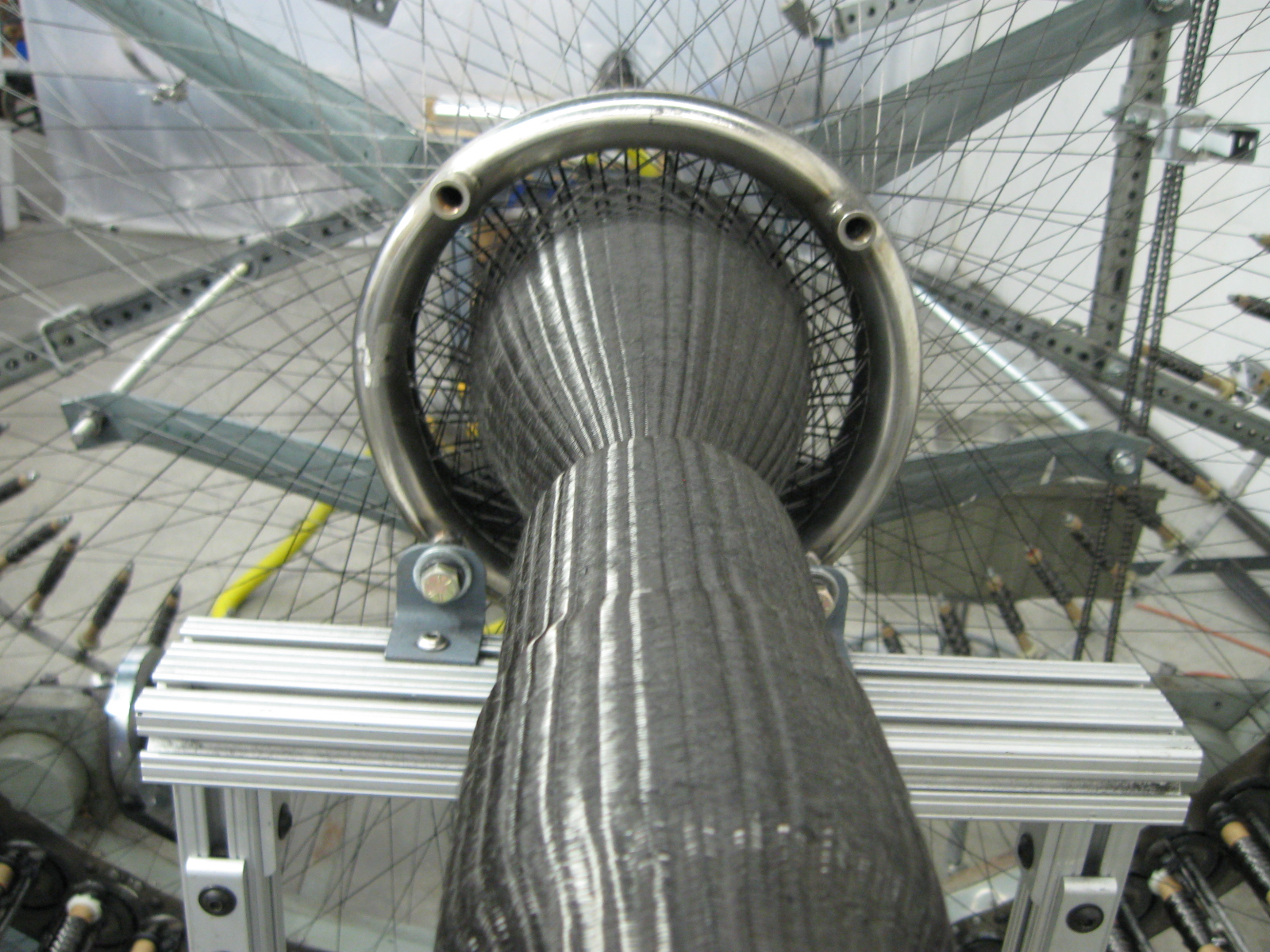
tubular fabric by interlacing both helical (+/-) and axial (0°)
yarns. In this instance, three (3) yarns are interlaced – two
helical and one axial. The helical yarns provide off-axis or
hoop reinforcement while the axial yarns provide 0°
reinforcement parallel to the center axis of the part. Since
the size, modulus, and quantity of the various yarns can be
customized, the design of the resultant structure can be
truly optimized. Triaxial braid can be constructed as a
quasi-isotropic laminate, with similar material properties in
all directions, or designed to add strength / stiffness only
where needed to reduce weight.
One can think of braiding as a continuous fiber fabric shaping and placement process.

In general, the process is similar to plastic extrusion and can be controlled by the rate at which
the braid is pulled relative to the speed of formation. This allows for NC programmable control
to be used to specify the extrusion rate, which in turn determines and maintains the desired tow
orientation throughout the part.
Advantages Specific to Ceramics & Other High Temperature Composites
 The braiding process allows for a wide range of
The braiding process allows for a wide range of
materials and tow sizes to be used as a laminate
reinforcement. Often times the vapor deposition
process, as well as more standard infiltration methods,
are aided by using preforms with intentional gaps
between the tows. Braiding allows for the use of smaller
3k and, in some cases, 1k carbon tows where gaps
between tows can be incorporated into the design in
order to improve various densification methods.
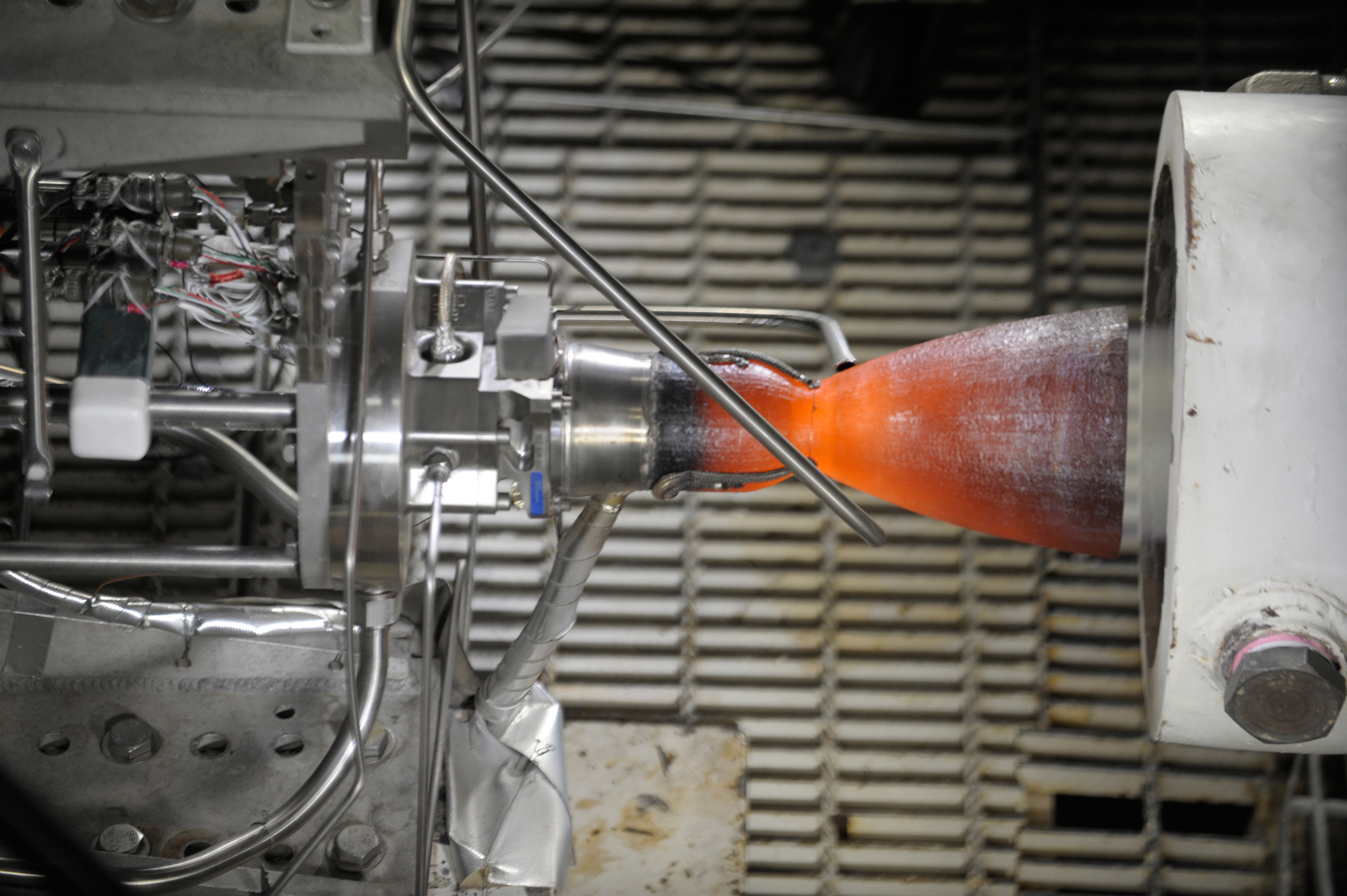
 Another advantage to braiding for ceramics is the
Another advantage to braiding for ceramics is the
ability to easily create continuous, conical and tapered
geometries. Braiding is conducive to creating preforms
of cone-like shapes for subsequent manufacturing of
high temperature thrusters, nozzles, rocket motors, and
other complex geometries. Because the braid angle
can be controlled throughout the tapered regions,
engineers can ensure that all thermal and structural
requirements are satisfied, as well as allowing for more
efficient densification.
Braiding allows designers to create quasi-isotropic or customized fabrics
- Independent control of helical tow orientation as well as ability to select dis-similar fibers
Triaxial braid constructions are considered more damage tolerant
- Braid is formed over a wide range of geometries without the need for ply darting and splices
Braiding increases efficiency and improves accuracy
- Braid formation for any given region is machine controlled and requires little to no “touch labor”
- NC Control is used to ensure accuracy and repeatability
Innovate.Fabricate.Repeat